



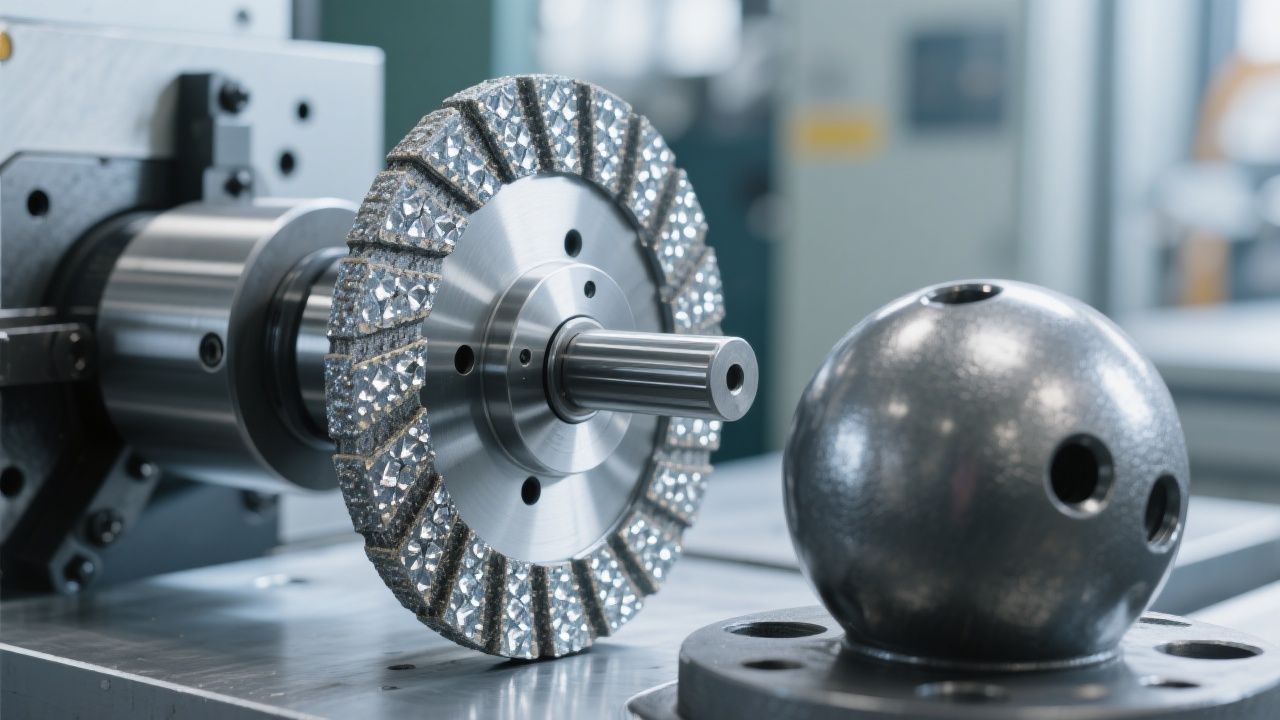
High wear resistance for longer stable runs
Diamond cutting edges are designed to maintain edge sharpness longer, which helps keep cutting forces consistent and reduces the “end-of-life collapse” that causes emergency stops.

In metalworking, downtime is not a “maintenance issue”—it is a direct driver of delivery risk, scrap, and hidden cost. Across CNC machining lines, tool-related stoppages (tool wear, breakage, unstable cutting, and frequent adjustments) consistently rank among the most preventable causes. This article breaks down why stoppages happen at the process level, then shows how UHD high-efficiency diamond tools—built for durability and stable cutting—help keep spindles turning longer, with fewer interventions.
A machine that is “available” but not cutting is a cost center. In many job shops and production plants, the all-in burden rate for CNC time commonly lands between $60–$150 per hour (labor, depreciation, utilities, overhead). Even small interruptions add up: a conservative 15 minutes of unplanned downtime per shift equals 1.25 hours/week per machine—often enough to push lead times, force overtime, or compress inspection windows.
Industry benchmarks such as ISO 22400 (manufacturing KPIs) emphasize availability and OEE as decisive indicators. If tooling instability is the recurring reason a line cannot sustain planned cycle time, the correct response is usually not “more maintenance”—it is more predictable cutting.
| Downtime Source | What It Looks Like on the Floor | Typical Hidden Cost Trigger |
|---|---|---|
| Tool wear / frequent tool changes | Short life, edge chipping, unstable burr | Extra offsets, re-touch, rework, lost cycle time |
| Thermal damage and built-up edge | Surface discoloration, dimensional drift | Scrap spikes, inspection holds, corrective actions |
| Parameter instability | Chatter, sudden tool failure, poor repeatability | Operator intervention and conservative slowdowns |
| Coolant/lubrication issues | Micro-chipping, heat cracks, edge collapse | More maintenance, more stops, shorter tool life |
Wear is often treated as linear and predictable. In reality, many lines suffer from edge integrity collapse: micro-chipping accelerates roughness, which raises cutting forces, which increases heat, which further damages the edge. The result is a short “stable zone” followed by sudden failure—exactly the pattern that causes emergency tool changes and re-setting offsets.
Heat concentrates at the cutting zone; if it cannot be managed, the process becomes unstable. Thermal effects show up as built-up edge, discoloration, dimensional drift, or unpredictable burr formation. Even when parts “pass,” thermal stress often increases downstream issues (deburring, finishing time, and inspection rejects).
In high-mix environments, programs are reused across materials, and parameter sets become “safe defaults.” This is costly. Excessive feed or incorrect RPM can drive chatter; overly conservative settings inflate cycle time and still trigger wear by rubbing rather than cutting. Standards like ISO 8688 (tool life testing for milling) reinforce that tool life must be evaluated under controlled, repeatable conditions—not improvised on the shop floor.
Coolant quality is more than a tank check. Concentration, filtration, nozzle direction, and delivery pressure all change the cutting zone temperature and chip evacuation. When chips recut, tool edges chip. When lubrication is insufficient, friction rises and the process becomes sensitive to small variances—exactly what triggers stop-start troubleshooting.
UHD high-efficiency diamond tools are engineered for wear resistance, stable cutting, and material-specific performance—the three properties that most directly influence stoppage frequency. In many production settings, replacing a conventional tool with a high-performance diamond solution is not about marginal improvements; it is about turning unpredictable stoppages into scheduled, controlled tool management.
Diamond cutting edges are designed to maintain edge sharpness longer, which helps keep cutting forces consistent and reduces the “end-of-life collapse” that causes emergency stops.
Better stability supports repeatability: fewer dimensional drifts, fewer offset tweaks, and less reliance on highly skilled “feel-based” operator correction.
UHD supports custom tool geometry (edge prep, rake angle, chip breaker, coating/grade selection) to align with specific alloys, part features, and machine rigidity—reducing trial-and-error downtime.

Downtime reduction starts with matching geometry to the failure mode. If a line suffers from chatter, a more stable tool structure and optimized edge preparation often deliver more uptime than simply slowing RPM. If chips pack the flute or re-cut, improving chip evacuation can prevent sudden edge chipping and sensor-triggered stops.
While exact values depend on alloy, rigidity, and tool design, many plants see measurable gains when they stop “rubbing.” A practical target is to maintain a chip load that keeps the edge engaged and heat carried away by chips, not stored in the workpiece. When dialed correctly, it is common to see 10–25% cycle time improvement without sacrificing dimensional control—because the process becomes stable rather than aggressive.
Plants targeting uptime typically standardize coolant checks (concentration, pH, filtration condition) and verify nozzle direction after tool changeovers. That discipline aligns with the intent of ISO 9001 process control: reduce variation at the source, rather than correcting defects after the fact.
In a representative mid-volume metalworking line (multi-shift CNC milling/drilling operations), switching from conventional tooling to UHD high-efficiency diamond tools—paired with structured parameter tuning—commonly shows a clear reduction in stop frequency and a measurable increase in tool life stability.
| Metric (Monthly) | Before (Conventional Tools) | After (UHD Diamond Tools) | Typical Improvement |
|---|---|---|---|
| Unplanned tool-change stops | 18–28 events | 8–14 events | ~40–60% fewer stops |
| Average tool life (per edge) | 120–180 minutes | 220–360 minutes | ~1.5–2.0× longer stable life |
| Maintenance interventions linked to cutting instability | 6–10 times | 3–6 times | ~30–50% reduction |
| Scrap/rework events tied to tool condition | 4–7 batches | 2–4 batches | ~25–45% reduction |
Note: Results vary by material, rigidity, and coolant strategy. However, the improvement pattern is consistent: more predictable tool life reduces emergency stops, and that is where uptime is recovered.

To reduce “evaluation time” and avoid production disruption, buyers typically align on four inputs before selecting a UHD solution: workpiece material and hardness, operation type (drilling/milling/boring/finishing), target surface and tolerance, and coolant method. With these, UHD can recommend geometry and edge preparation that match the failure mode you are fighting—abrasion, chipping, heat, or chip evacuation.
If your line is losing hours to tool wear, thermal instability, and repeated adjustments, UHD’s durable diamond tooling and application support can help stabilize cutting, extend tool life, and reduce maintenance-driven stops—without sacrificing accuracy.
Typical turnaround: share your material + operation + current parameters, and get a matched tool geometry suggestion for faster qualification.

.png?x-oss-process=image/resize,h_1000,m_lfit/format,webp)

.png?x-oss-process=image/resize,h_1000,m_lfit/format,webp)







