

在制造业中,玻璃和陶瓷材料凭借其高硬度、抗磨损以及优良的化学稳定性等特性,被广泛应用于光学、电子、机械等众多领域。然而,正是这些特性,给切割过程带来了极大的挑战。玻璃和陶瓷的维氏硬度通常在500 - 1500HV之间,相比普通金属材料要高得多,这使得切割工具面临着巨大的磨损压力。同时,它们又具有脆性,在切割过程中极易出现裂纹、崩边等现象,导致工件报废率升高,据统计,传统切割工艺下玻璃和陶瓷的次品率可能达到10% - 20%。

要想实现优质的切割效果,就必须深入了解切割过程中的应力分布和裂纹扩展机制。当切割工具作用于玻璃或陶瓷表面时,会产生复杂的应力场。在切割点附近,局部应力集中,很容易导致材料产生裂纹。随着切割的进行,裂纹会沿着应力方向扩展,最终可能引发材料的大面积破损。研究表明,切割过程中的应力大小与切割参数密切相关,例如过高的进给速度会使应力瞬间增大,从而增加裂纹扩展的风险。

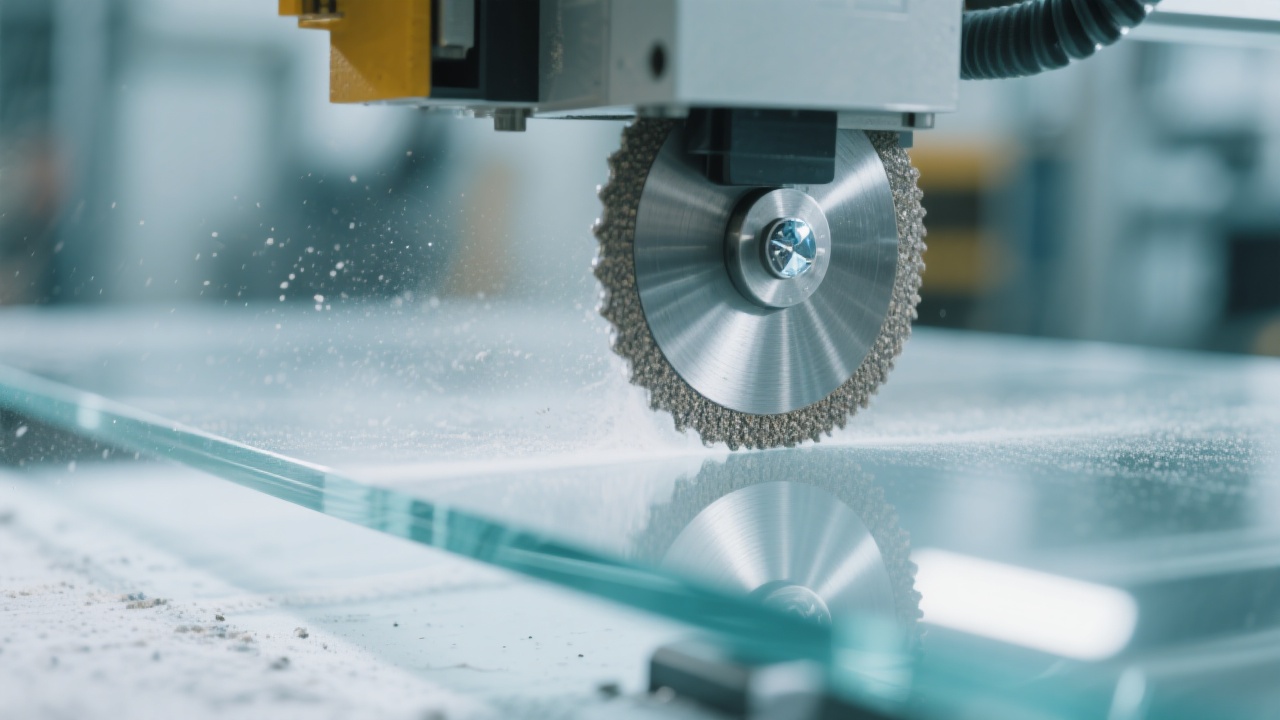
刀具的选择是解决玻璃与陶瓷切割难题的关键。钎焊金刚石锯片是目前市场上较为理想的选择之一。金刚石作为自然界中硬度最高的物质,具有出色的切割性能。钎焊工艺能够使金刚石与基体牢固结合,提高锯片的耐磨性和锋利度。不同的玻璃和陶瓷材质对刀具的要求也有所不同,对于硬度较高的陶瓷材料,应选择粒度较细、浓度较高的金刚石锯片;而对于相对较软的玻璃材料,则可以适当降低金刚石的粒度和浓度,以提高切割效率。
优化切割参数是提升切割质量和效率的重要手段。进给速度直接影响切割力和切割表面质量,一般来说,对于玻璃和陶瓷切割,进给速度应控制在1 - 5mm/min之间。转速则与切割效率和刀具磨损密切相关,合适的转速可以使刀具在切割过程中保持稳定的切削力。冷却方式也是不可忽视的因素,采用冷却液可以有效降低切割温度,减少材料热变形和刀具磨损。常见的冷却液有水性冷却液和油性冷却液,水性冷却液成本低、环保,但润滑性能相对较弱;油性冷却液润滑性能好,但成本较高且不易清洗。
在实际操作中,一些技巧可以帮助我们减少崩边、延长刀具寿命和提高表面光洁度。例如,在切割前对材料进行预热处理,可以降低材料的脆性,减少裂纹产生的概率。在切割过程中,采用适当的切割路径和切割方式,如分层切割、曲线切割等,也可以有效分散应力,减少崩边现象。此外,定期对刀具进行修整和保养,及时清理刀具上的碎屑和杂质,能够延长刀具的使用寿命。
玻璃和陶瓷切割过程中会产生大量的粉尘,这些粉尘不仅会对人体健康造成危害,还会影响工作环境和设备的使用寿命。因此,粉尘控制和工作场所卫生管理至关重要。可以采用吸尘设备及时收集切割过程中产生的粉尘,同时加强通风换气,降低车间内的粉尘浓度。此外,定期对工作场所进行清洁和消毒,为员工提供必要的个人防护用品,也是保障员工健康和安全的重要措施。
掌握玻璃与陶瓷切割技术对于提高生产效率、降低成本、提升产品质量具有重要意义。如果您想了解更多高效切割工具解决方案,请点击 这里。
.png?x-oss-process=image/resize,h_1000,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_1000,m_lfit/format,webp)













