

行业痛点直击:据国际金属加工协会(IMPA)2023年度报告显示,金属加工企业平均因设备停机导致的产能损失高达18-22%,其中刀具相关问题占总停机时间的63%,每年给全球制造业造成超过450亿美元的隐性损失。
在精密金属加工车间,每一分钟的停机都意味着利润的流失。某汽车零部件制造商的生产数据显示,其CNC加工中心单次换刀导致的生产中断平均达15-20分钟,加上后续的参数调试,单班次因刀具问题造成的有效生产时间损失高达45分钟。这种频繁的中断不仅直接影响产量,还会导致:

传统高速钢刀具在加工硬度HRC50以上的合金材料时,平均寿命仅为80-120分钟,而普通硬质合金刀具在不锈钢加工中也常出现"快速钝化"现象。某航空航天部件加工厂的监测数据显示,使用传统刀具加工钛合金时,每2小时就需要更换一次刀具,导致设备利用率不足65%。
金属切削过程中产生的热量若不能及时散发,会导致刀具刃口退火软化。实测数据显示,当切削区温度超过600℃时,刀具磨损速度会加快3-5倍。而在高速切削场景下,若冷却系统配置不当,局部温度可瞬间达到800-1000℃,直接造成刀具崩刃或工件表面烧伤。
调查显示,73%的中小加工企业存在"一刀切"的工艺参数设置问题,未根据不同刀具特性调整切削速度、进给量和切削深度。某模具加工厂在更换新型刀具后,因未调整进给速度,导致刀具寿命反而缩短了40%,加工效率不升反降。

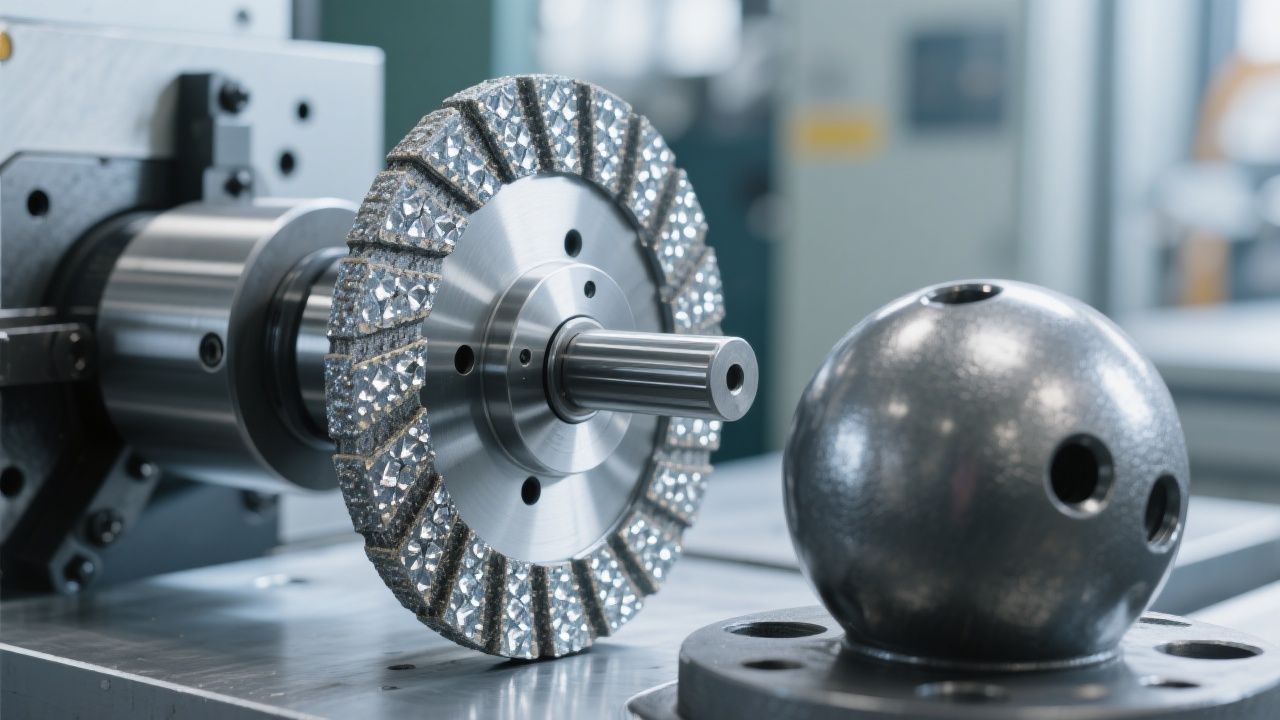
UHD钻石工具通过材料创新与结构优化,重新定义了金属加工的效率标准。其核心优势体现在三个维度:
采用纳米级金刚石颗粒与高温烧结技术,硬度达到HV10000以上,是传统硬质合金的3-5倍。在加工45#钢时,寿命可达普通刀具的8-12倍,显著减少换刀次数。
独特的螺旋排屑槽设计使切削热散发效率提升40%,配合TiAlN涂层,可将切削区温度控制在450℃以下,有效避免热损伤导致的刀具失效。
针对不同材料特性(从铝合金到高温合金)提供定制化刃口设计,配合智能切削参数推荐系统,确保在各种加工条件下的稳定性与高效性。
"自从更换UHD钻石刀具后,我们的CNC加工中心单班次停机时间从45分钟降至12分钟,设备利用率提升了28%,三个月就收回了刀具投资成本。"
依据ISO 8688-2:1989金属切削刀具寿命试验标准,UHD钻石工具在规范使用条件下,可稳定达到以下性能指标:
| 加工材料 | 推荐切削速度(m/min) | 预期寿命(加工件数) |
|---|---|---|
| 铝合金(6061) | 300-500 | 800-1200 |
| 不锈钢(304) | 150-250 | 400-600 |
| 钛合金(Ti-6Al-4V) | 80-150 | 200-350 |
.png?x-oss-process=image/resize,h_1000,m_lfit/format,webp)










